
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
3.3.17. Хонингование зеркал цилиндров
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Перед сборкой двигателя в обязательном порядке проводится хонингование
зеркал цилиндров с целью достижения правильной посадки на них поршневых
колец, обеспечивающей должную герметичность камер сгорания.
При отсутствии под рукой необходимых инструментов
или нежелании самостоятельно выполнять хонингование, работа
за вполне умеренную плату может быть поручена специалистам
мастерской автосервиса.
2. Прежде чем приступать к хонингованию, установите
на место крышки коренных подшипников/соединительный мост (без вкладышей)
и затяните крепежные болты с требуемым усилием.
3. Выпускаются два типа хонов для обработки
зеркал цилиндров: хон типа “бутылочный ершик” и, более традиционный,
поверхностный хон в виде насадки с подпружиненными точильными
камнями. Оба инструмента обеспечивают необходимое качество
обработки зеркал цилиндров, хотя использование первого для
неопытного механика предпочтительнее. Потребуется также достаточное
количество ветоши, специального хонинговочного или просто
жидкого машинного масла, а также электродрель в качестве привода
для хонинговочных насадок. Действуйте в следующем порядке:
a) Зажмите хон в патрон электродрели, сведите подпружиненные
точильные камни/прутья ершика насадки и заправьте последнюю
в цилиндр.
Не забудьте надеть защитные очки или лицевой
щиток!
b) Обильно смочите зеркало обрабатываемого цилиндра
маслом, включите дрель и начинайте совершать насадкой возвратно-поступательные
движения внутри цилиндра. Скорость вертикального перемещения
хона должна обеспечивать нанесение на поверхности зеркала
цилиндра сетчатого узора с углом пересечения сторон ячеи около
60° . Не жалейте масла и старайтесь не снимать с поверхности
стенок цилиндра больше материала, чем это действительно необходимо
для достижения требуемого результата.
Изготовители поршневых колец могут предъявлять
собственные требования к углу пересечения сторон ячеи
сетчатого узора, — внимательно ознакомьтесь с инструкцией
на упаковке ремнабора.
c) Не извлекайте хон из цилиндра до полной остановки
дрели! Продолжайте совершать возвратно-поступательные движения
насадкой до тех пор, пока она не прекратит вращаться. После
остановки дрели сожмите точильные камни и извлеките хон из
цилиндра. При пользовании хоном типа “бутылочный ершик” дождитесь
полной остановки дрели, затем извлекайте насадку, продолжая
вручную вращать патрон в нормальном направлении.
d) Протрите ветошью зеркало цилиндра и переходите к хонингованию
следующего.
4. По завершении обработки, воспользуйтесь надфилем для
снятия фасок с верхних краев цилиндров, — данная обработка производится
с той целью, чтобы не возникло затруднений с заправкой в цилиндры
поршней с надетыми на них кольцами
Соблюдайте крайнюю осторожность,
— не оцарапайте надфилем зеркало цилиндра. 5
В заключение весь блок должен быть тщательно промыт теплым раствором
мыльной воды.
Цилиндры можно считать промытыми, когда после
проведения по зеркалу смоченной маслом белой ветошью на ней
не остается серого налета. Не забудьте прочистить цилиндрической
щеткой все масляные отверстия и каналы, затем промойте блок
струей воды под напором.
6. После промывки тщательно просушите блок и смажьте
проточенные поверхности маслом для защиты их от коррозии. До начала
сборки двигателя заверните блок в чистый полиэтиленовый пакет.
Проведение работ
 Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Блок цилиндров выставляется и закрепляется на столе станка так, чтобы отверстия или гильзы располагались строго вертикально. Это главное условие. Хонинговальную головку помещают вовнутрь. Муфтой регулируется нужный размер отверстий.
Процесс обработки проводится с применением рабочих жидкостей. Для обработки чугунов используют керосин, а для обработки сталей — смесь керосина с маслом. Все чаще стали применяться эмульсии СОЖ. Например, 7% водный раствор НСК-5.
Интересно, что во время хонингования происходит упрочнение поверхности на глубину до 0,06 мм. При давлении абразивных брусков равном 5 кгс/см2 твердость повышается на 10−15%. При обработке легированных сталей и давлении, равном 70 кгс/см2, значение твердости увеличивается до 70%.
https://youtube.com/watch?v=Ij1KZJjNoBY
Как выполняется хонингование цилиндров
Главным инструментом в процессе хонингования цилиндров двигателя являются хонинговальные головки (хоны). Выполняться хонинговальные головки могут из керамики или алмаза. В профессиональных мастерских хоны используются алмазные, поскольку при регулярном использовании они оказываются экономически более выгодными для мастеров, нежели керамические хонинговальные головки.
Хоны приводятся в работу за счет использования специального механического стенда. Также в процессе выполнения хонингования цилиндров двигателя задействуется керосин или специальная смесь, состоящая из масла и керосина. Гораздо реже применяется при хонинговании средство на основе воды со специальными добавками, которые не позволяют развиться коррозии в цилиндрах.
Сам процесс хонингования цилиндров проводится в 2 этапа:
- Сначала мастера надевают на станок черновые хонинговальные головки, которые имеют крупный абразив. Они необходимы, чтобы после расточки двигателя (при капитальном ремонте) удалить неровности, которые могли остаться по окончанию работы.
- На втором этапе используются хонинговальные головки с мелкозернистым абразивом. Данный процесс протекает дольше.
После того как хонингование выполнено, необходимо отдать цилиндры на промывку керосином или другим средством, препятствующим коррозии. Некоторые мастера рекомендуют завершать процесс хонингования чисткой с использованием абразивной пасты. Они утверждают, что за счет этого удается сгладить последние неровности, удалить заусенцы, углы и впадины, которые могли образоваться в процессе хонингования.
Почему изнашивается двигатель

Причин для этого масса, среди них и качество топлива, масла, фильтров, и стиль езды водителя, и несвоевременная замена комплектующих. По сути, если придерживаться всех правил эксплуатации, то двигатель пройдет заявленный ресурс. При условии, что качество его сборки было достойным. Но, как бы то ни было, проведение капитального ремонта близится с каждым пройденным километром.
Не стоит забывать, что решающий фактор всегда – это сам водитель. Если у вас мотор всегда работает на предельных оборотах, испытывает колоссальные нагрузки, да еще вы за ним и не следите, льете в него некачественное масло и топливо, то ресурс его уменьшается во много раз. Например, при использовании некоторых типов турбонаддувов необходимость в капитальном ремонте возникает каждые 20-30 тысяч километров пробега. И за уровнем масла нужно следить чуть ли не ежедневно. Поэтому следует знать, что такое расточка блока цилиндров, и как она правильно проводится.
Хонингование зеркал цилиндров Honda Accord
Хонингование зеркал цилиндров
Порядок выполнения
1. Перед сборкой двигателя в обязательном порядке проводится хонингование зеркал цилиндров с целью достижения правильной посадки на них поршневых колец, обеспечивающей должную герметичность камер сгорания.
При отсутствии под рукой необходимых инструментов или нежелании самостоятельно выполнять хонингование, работа за вполне умеренную плату может быть поручена специалистам мастерской автосервиса.
2. Прежде чем приступать к хонингованию, установите на место крышки коренных подшипников/соединительный мост (без вкладышей) и затяните крепежные болты с требуемым усилием.
3. Выпускаются два типа хонов для обработки зеркал цилиндров: хон типа “бутылочный ершик” и, более традиционный, поверхностный хон в виде насадки с подпружиненными точильными камнями. Оба инструмента обеспечивают необходимое качество обработки зеркал цилиндров, хотя использование первого для неопытного механика предпочтительнее. Потребуется также достаточное количество ветоши, специального хонинговочного или просто жидкого машинного масла, а также электродрель в качестве привода для хонинговочных насадок. Действуйте в следующем порядке:
a) Зажмите хон в патрон электродрели, сведите подпружиненные точильные камни/прутья ершика насадки и заправьте последнюю в цилиндр.
Не забудьте надеть защитные очки или лицевой щиток!
b) Обильно смочите зеркало обрабатываемого цилиндра маслом, включите дрель и начинайте совершать насадкой возвратно-поступательные движения внутри цилиндра. Скорость вертикального перемещения хона должна обеспечивать нанесение на поверхности зеркала цилиндра сетчатого узора с углом пересечения сторон ячеи около 60° . Не жалейте масла и старайтесь не снимать с поверхности стенок цилиндра больше материала, чем это действительно необходимо для достижения требуемого результата.
Изготовители поршневых колец могут предъявлять собственные требования к углу пересечения сторон ячеи сетчатого узора, — внимательно ознакомьтесь с инструкцией на упаковке ремнабора.
c) Не извлекайте хон из цилиндра до полной остановки дрели! Продолжайте совершать возвратно-поступательные движения насадкой до тех пор, пока она не прекратит вращаться. После остановки дрели сожмите точильные камни и извлеките хон из цилиндра. При пользовании хоном типа “бутылочный ершик” дождитесь полной остановки дрели, затем извлекайте насадку, продолжая вручную вращать патрон в нормальном направлении.
d) Протрите ветошью зеркало цилиндра и переходите к хонингованию следующего.
4. По завершении обработки, воспользуйтесь надфилем для снятия фасок с верхних краев цилиндров, — данная обработка производится с той целью, чтобы не возникло затруднений с заправкой в цилиндры поршней с надетыми на них кольцами
Соблюдайте крайнюю осторожность, — не оцарапайте надфилем зеркало цилиндра.
5. В заключение весь блок должен быть тщательно промыт теплым раствором мыльной воды.
Цилиндры можно считать промытыми, когда после проведения по зеркалу смоченной маслом белой ветошью на ней не остается серого налета
Не забудьте прочистить цилиндрической щеткой все масляные отверстия и каналы, затем промойте блок струей воды под напором.
6. После промывки тщательно просушите блок и смажьте проточенные поверхности маслом для защиты их от коррозии. До начала сборки двигателя заверните блок в чистый полиэтиленовый пакет.
Видео про «Хонингование зеркал цилиндров» для Honda Accord
https://youtube.com/watch?v=-BPS6mJlZ8Q
Замена маслосъемных колпачков РАЗВОД на ДЕНЬГИ.
https://youtube.com/watch?v=47vm1za9Amg
Измерение зазоров в подшипниках полосой KOLBENSCHMIDT PLASTIC GAUGE — Motorservice Group
https://youtube.com/watch?v=pGWmsUcc2B8
Контрактник VS Капиталка часть 4-я. Разборка и дефектовка мотора, ПРОДОЛЖЕНИЕ.
Хон двигателя,что такое и для чего?
Ответим на частые вопросы и сомнения:
- Не навредит ли металлокерамика хону?
- Что лучше растачивать двигатель или обработать ремонтно восcтановительным составом Rvs-Master?
Под износом двигателя надо понимать в первую очередь — его цилиндры. Много говорится о факторах, влияющих на ее степень. Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров.
Именно материал играет значительную роль. Насколько он будет устойчив при контакте металлических поверхностей. Стенки гильзы также должны выдерживать воздействия температур от 1500 до 2000 C., и обладать повышенной механичной прочностью, призванной защищать гильзу от абразива, коррозии и трения. Создание высокопрочных материалов для гильз повлечет за собой существенное удорожание продукции, так как потребуются дополнительные стадии обработки, шлифовки и полировки, что могут позволить себе лишь единичные производители.
Для уменьшения силы трения, которая является самым большим врагом износостойкости, на стенках гильзы наносят хон, удерживающий масляную пленку.
Хонингование цилиндров делается в два этапа абразивным материалом. В результате на стенках образуются риски — так называемый хоновый рисунок, при этом мелкие риски имеют размер в доли микрон и визуально их не увидишь,
и крупные риски по размеру, достигающие десятки микрон, которые мы визуально и наблюдаем в цилиндре.
Шероховатость, созданная хоном, задерживает масло на стенках цилиндра, что способствует снижению трения. Однако не все так просто.
При холодном запуске происходит сухое трение. В этот короткий промежуток времени ее сила достаточно велика, и сравнимы с пробегом в 500 км.
По мере поступления масла в каналы на деталях образуется масляная пленка. При этом ее толщина зависит от высоты шероховатости, и скорости вращения коленчатого вала. Чем меньше скорость, тем меньше толщина. В такие моменты она закрывает только маленькие неровности. В то время как большие риски продолжают сталкиваться друг с другом и изнашиваться. При увеличении скорости растет подъемная сила, и масло поднимается и закрывает верхние риски. В такие моменты трение снижается. Для сравнения: чем быстрее движется катер, тем больше выталкивающая сила воды и меньше сила сопротивления.
Именно по этой причине в пробках, на малых оборотах, и в момент резкого старта с места происходит наибольшее изнашивание мотора.
Итак, как влияет образование металлокерамики на хон.
Если риски имеют правильную форму, то в узких местах его масло, благодаря силе поверхностного натяжения поднимается над ними. Там, где они широкие масло втягивается внутрь. В этом случае эффекта снижения трения не будет.
Как видно на рисунке
При прохождении через верхнюю и нижнюю мертвые точки, происходит так называемое «ёрзание» поршня, за счет смены направления его движения и при этом складывается картина, при котором высота масляной пленки мала и не покрывает вершины рисок. Именно здесь и происходит наибольший слом вершин. Пленка в этих местах рвется. По сути, происходит разрушение поверхностей деталей, которые находятся без смазки. Верхние слои сопряженных деталей пластически деформируются, возникает местное схватывание с разрушением и отделением частиц металла и налипание их на поверхности сопрягаемых деталей. Такой износ называют изнашивание схватыванием
. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров — это называетсяабразивным износом .
Используемое оборудование и материалы
Для проведения процесса необходимо наличие оборудования, в которое вставляются бруски для обработки деталей. Это и есть инструмент для хонингования. В процессе работы используется смазывающая жидкость, которая значительно ускоряет операцию. Количество вставляемых брусков колеблется в пределах 5–8 штук. Чем их больше, тем выше получается класс шероховатости обрабатываемой поверхности.
Хонинговальные станки
Применяемый хонинговальный станок бывает 2 типов:
- Хонинговальный горизонтального типа. На нем выполняются наружные операции с длинными деталями.
- Хонинговальный вертикального типа.

На вертикальных хонинговальных станках работы ведутся только с внутренними поверхностями, а обрабатываемые изделия имеют небольшую длину.
В классическом исполнении существуют следующие узлы станка:
- Корпус. Представляет собой сварную конструкцию из труб. Сверху расположен защитный кожух.
- Линейные направляющие с установленными концевыми выключателями. Они необходимы для контроля передвижения каретки в заданных пределах.
- Передвигающаяся каретка.
- Хонинговальный инструмент.
- Насос для охлаждения жидкости.
- Зажимное устройство.
- Электрическая часть.
- Панель управления.
Хонинговальные бруски
Хонинговальные бруски выпускаются на керамической и бакелитовой основе. В качестве абразивного материала используются:
- белый электрокорунд;
- зеленый карбид кремния;
- эльбор;
- алмаз.
Хонинговальные алмазные бруски получили наибольшее распространение. Если в качестве связки используется керамика, то материал инструмента получается пористым и хрупким. В процессе работы из-за его мягкости происходит самозатачивание бруска и отколы от него мелких частиц. Эти микроэлементы попадают на поверхность обрабатываемой детали и наносят царапины.
Алмазный хонинговальный брусок
Хонинговальные бруски на бакелитовой связке таких недостатков не имеют. Они более прочные и эластичные. В процессе хонингования сколы у инструмента отсутствуют, а объем снимаемого металла выше на 20–60%.
Во время выбора твердости хонинговального бруска руководствуются следующими правилами:
- Твердый хонинговальный инструмент ставится для обработки грубой поверхности.
- На обработку короткой заготовки следует ставить более твердый брусок.
- Уменьшение ширины бруска должно сопровождаться увеличением его твердости.
- При увеличении твердости материала обрабатываемой детали должна возрастать мягкость бруска.
Хон или зеркало?
Я если честно не понимаю откуда пошли эти разговоры о том, что зеркало лучше хона, видимо всё от незнания. Потому что эти понятия чуть ли не синонимы. Зеркалом цилиндра называют его рабочую поверхность окончательно обработанную и отшлифованную. А само слово хон всего лишь упрощённое название процесса обработки цилиндров. Вообще хонингование -это один из видов абразивной обработки металлов в цилиндрических отверстиях.Этот вид обработки является чистовым для того, чтобы добиться наилучшей геометрии цилиндра, а хонинговальная сетка является, следствием этого метода шлифовки.То есть на заводе при изготовлении блока цилиндров никто специально не делает этот самый хон это всего лишь следствие процесса обработки. По характеру сетки можно сказать насколько хорошо и точно был обработан цилиндр.
Но хоть хон и не сделан специально, эта сетка играет очень важную роль в работе двигателя. Когда поршень идёт вверх он оставляет масло на стенках цилиндра для смазки и охлаждения, да да цилиндр охлаждается не только водяной рубашкой в блоке, но и непосредственно маслом, которое разбрызгивается во время работы коленвала и шатунов. А когда поршень идёт вниз, то маслосъёмное кольцо счищает масло скопившееся на стенках цилиндра. И небольшая доля масла оставшаяся в сетке нужна для смазки колец.
Источник
Особенности технологического процесса
Хонингование – это термин, появившийся в технологии обработки металлов резанием, из Англии XVII века. При создании крупнокалиберного оружия возникла необходимость обрабатывать внутреннюю поверхность пушек. Короткий ствол (5-7 калибров) давал возможность разогнать ядро до скорости 340-360 м/с. Используя ствол, имеющий длину более 10-12 калибров, можно увеличить скорость до 450-480 м/с. Соответственно, дальность поражения цели увеличивается почти в два раза. Для морских сражений – это большое преимущество. Можно уничтожать корабли противника, не попадая под обстрел его пушек. Проблема обработать цилиндр внутри решалась с помощью hone (хонов – точильных брусков, honing англ. – точить).
Первые установки были горизонтального типа. В них бруски устанавливались неподвижно, а вращение передавалось стволу. Чугунное изделие весило около 500 кг, за пару часов работы получали поверхность, близкую к идеальной. Попутно подгоняли и ядро. Старались получать литейные шары с минимальным зазором.
Наибольшее распространение подобная операция получила с развитием паровых теплосиловых установок. Длинный рабочий цилиндр (9-14 калибров). В нем перемещается поршень. Движение происходит за счет подачи пара из парового котла.
Наружное хонингование нужно для деталей большой длины. Такие встречаются в ткацком производстве, где применяют кулисные механизмы. У них сложное возвратно-поступательное движение, преобразованное из вращательного. Камень, так называется деталь, движущаяся по цилиндрической поверхности, поступательно перемещается по кулисе. Полученное движение используется для движения челнока между нитями будущей ткани.
Принято различать:
- сухое хонингование, производимое без подвода смазывающих охлаждающих жидкостей (СОЖ);
- мокрое, выполняемое при подаче СОЖ в зону обработки.
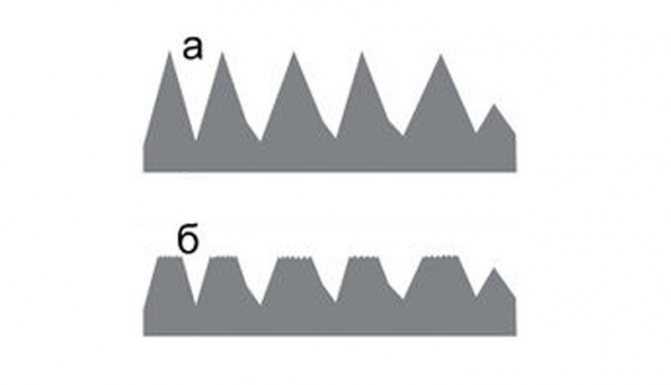
Результат хонингования поверхности: микронеровности до обработки (а); сглаженные микронеровности после точения (б)
Полностью выравнивание не происходит. Стачиваются только острые вершины. Снимаются доли миллиметра, но этого уже достаточно, чтобы детали при взаимном перемещении оказывали минимальное сопротивление.
В ДВС система смазки осуществляет принудительную подачу смазочных материалов. Они оседают в промежутках между вершинами. Например, в двигателе МеМЗ-968 (использовался в ЗАЗ-988М) зазор между поршнем и стенкой цилиндра составлял всего 0,062±0,004 мм. У современных автомобильных ДВС эта величина находится на уровне 0,032±0,0027 мм. Лучшее уплотнение позволяет более эффективно использовать давление газов в рабочем цилиндре.
Расточка с хонингованием

Расточка блоков цилиндров может производиться двумя способами. Первый был рассмотрен выше – «под зеркало». Поверхность гильзы изнутри идеально гладкая, никаких неровностей нет. А хонингование – это покрытие всей внутренней части мелкой сеточкой. Специальным станком наносится своеобразный «рисунок» – линии, идущие по спирали в разных направлениях. Благодаря этому удается повысить мощность мотора. Не очень существенная разница, но все же.
Расточка блока цилиндров своими руками вряд ли возможна. Тем более если речь идет и о нанесении хонинговки. Эта процедура под силу опытным токарям, у которых рука набита. Ведь лучше сделает работу тот, кто сталкивается с подобными проблемами чаще. Нанесение сетки позволяет достичь более высокого КПД, съем масла с поверхности гильзы становится значительно лучше, но вся эта резвость мотора вряд ли сможет вас радовать долго.
Расточка блока «под зеркало»

Это один из видов расточки, который является наиболее популярным. Во-первых, эта процедура простая и не требует значительных затрат времени. Во-вторых, обеспечивается идеальное прилегание поршневых колец, вследствие чего сила трения практически равна нулю. Но не забывайте о том, что расточка блока цилиндров ВАЗ, например, производится при капитальном ремонте двигателя. А это значит, что, кроме данной процедуры, необходимо заменить и все агрегаты, имеющие прямое или косвенное отношение к гильзе.
Обязательно нужно заменять поршни с диаметром, равным тому, который будет у гильзы после расточки. На поршнях устанавливаются кольца. Их диаметр тоже должен быть иным. Все эти новые размеры называются «ремонтные». Текущий номер запчасти можно узнать, посмотрев на ее корпус. Например, на блоке двигателя он наносится, а также он есть на поршнях. Ремонт может затянуться на неопределенное время, да и все его этапы сделать самостоятельно не получится, придется обращаться к специалистам.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Читать также: Ремонт регулятора напряжения генератора
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Какую выбрать?
Если вы планируете сделать ремонт с минимальными вложениями, то стоит выбрать первый вариант. Расточка блоков цилиндров «под зеркало» оказывается намного лучше по многим причинам. Во-первых, вы тратите меньше денег. Хонингование гильзы – это достаточно трудоемкий процесс. Да еще и оплачивать его придется. Во-вторых, при выборе такого типа расточки не изменяется состояние внутренней поверхности блока. Вот здесь нужно остановиться и рассмотреть все более детально.
Представьте, что была произведена расточка блоков цилиндров двумя способами – «под зеркало» и с хонинговкой. Оба мотора были установлены на автомобилях и начали эксплуатироваться. Поначалу второй двигатель будет казаться более сильным и мощным. Но вот по истечении небольшого срока – порядка 20-30 тысяч километров (что примерно равно годовалому пробегу), хонинговка начинает исчезать. Да не просто исчезать. Она еще успела «съесть» немного поршневых колец. Итог – вы потратили деньги, а получили расточку «под зеркало» и износ колец.
Хон в цилиндре что это?
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
https://youtube.com/watch?v=gMs3MjWXAmY
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
